
Quel type de laser choisir pour chaque application industrielle ?
Quand on parle de laser industriel, on parle d’un outil capable d’envoyer un faisceau lumineux cohérent, intense et très focalisé pour agir sur un matériau sans contact physique. Cette particularité change tout sur une ligne de production, car elle permet de découper, souder, marquer ou micro-usiner avec une grande précision et une bonne répétabilité. Encore faut-il choisir la bonne source, sinon on se retrouve avec une belle machine et un résultat moyen, ce qui n’est jamais très réjouissant.
À retenir :
Je vous le dis avec 20 ans de chantier : aligner matériau, longueur d’onde et mode de fonctionnement permet d’améliorer la qualité, la cadence et d’éviter des sueurs froides en atelier.
- Commencez par identifier l’application (découpe, soudage, marquage, micro-usinage) et le rythme de production pour bien dimensionner la machine.
- Adaptez la longueur d’onde au matériau : CO₂ pour organiques, fibre/Nd:YAG pour métaux, UV pour matériaux sensibles.
- Pour le métal, privilégiez le laser à fibre pour la découpe et le soudage; la Nd:YAG en pulsé reste utile pour de fortes impulsions.
- Choisissez mode continu ou mode pulsé selon la vitesse et la précision souhaitées (CW pour débit, pulsé pour micro-découpes et marquages fins).
- Intégrez la sécurité dès le départ (ventilation, extraction, carters, EPI) et faites valider les réglages par un spécialiste avant la mise en service.
Comprendre les différents types de lasers industriels
En industrie, il n’existe pas un laser universel qui ferait tout parfaitement. Chaque technologie répond à des besoins différents, selon le matériau, la vitesse recherchée, la qualité attendue et le niveau de sécurité à intégrer. Les principaux types rencontrés sont le laser CO₂, le laser à fibre, le laser Nd:YAG, le laser UV et le laser vert, sans oublier les lasers diode pour certains usages plus simples.
Le principe reste le même, mais la longueur d’onde, la puissance disponible et le mode de fonctionnement influencent fortement l’interaction avec la matière. D’après les usages industriels observés, le choix du laser dépend d’abord du couple matériau et application, puis de la cadence, de la précision et des contraintes d’exploitation. Dans ce contexte, des sociétés comme Tecmatel combinent plusieurs technologies de découpe pour adapter précisément chaque procédé aux besoins et contraintes spécifiques des projets industriels.
Les critères de choix d’un laser en milieu industriel
Avant de comparer les technologies, il faut cadrer le besoin. Un laser de découpe n’est pas forcément adapté au marquage, et un système pensé pour la gravure fine ne conviendra pas à un soudage épais. Le bon choix commence donc par une analyse sérieuse de l’usage, du support et du rythme de production.
Type d’application industrielle
Le premier critère est l’opération à réaliser. Découpe, soudage, marquage, gravure, perçage, décapage ou micro-usinage ne sollicitent pas le laser de la même manière. Une application de découpe demande une énergie élevée et une focalisation stable, alors qu’un marquage de traçabilité privilégie la finesse du faisceau et la vitesse d’exécution.
Dans les ateliers, on retrouve souvent une logique simple, mais implacable, le bon laser au bon poste. Pour le soudage, la continuité du faisceau peut être utile, tandis que la micro-découpe ou la gravure fine bénéficient davantage d’un fonctionnement pulsé. Les besoins de production guident donc la technologie bien plus que la mode du moment.
Nature des matériaux à traiter
Le matériau influence directement l’absorption de la lumière. Les métaux, les plastiques, le bois, le cuir, les textiles, le verre ou les composites ne réagissent pas de la même façon à une longueur d’onde donnée. Certains absorbent bien l’infrarouge, d’autres réagissent mieux à l’ultraviolet ou au vert.
Les sources internes rappellent que l’infrarouge lointain, comme le laser CO₂, convient très bien aux matériaux organiques et aux effets thermiques, alors que l’infrarouge proche, comme la fibre ou le Nd:YAG, est mieux adapté à l’oxydation, au nettoyage de surface ou au travail des métaux. Ce point est décisif, car une mauvaise adéquation entre laser et matière peut dégrader la qualité du résultat.
Précision, épaisseur et cadence
La précision attendue change aussi la donne. Une tôle épaisse à couper n’impose pas les mêmes réglages qu’un marquage fin sur une pièce électronique ou une micro-perforation. Plus l’exigence de finesse augmente, plus il faut maîtriser la zone affectée thermiquement et la qualité du faisceau.
La cadence industrielle compte autant que la précision. Une ligne de production rapide demande un système réactif, stable et endurant. À l’inverse, un atelier orienté pièces unitaires ou petites séries peut privilégier la souplesse de réglage et la polyvalence. La puissance doit donc être dimensionnée avec méthode, pas au hasard, sinon le laser travaille, mais pas forcément dans la bonne direction.
Mode de fonctionnement et sécurité
Le choix entre onde continue et mode pulsé dépend de l’objectif. Le mode continu, souvent noté CW, convient bien aux tâches rapides et aux opérations qui demandent un apport d’énergie constant. Le mode pulsé, lui, permet de contrôler plus finement l’interaction avec la matière, ce qui est utile pour la gravure, le perçage précis ou la micro-découpe.
La sécurité doit être intégrée dès la réflexion initiale. La classification IEC 60825-1, de la classe 1 à la classe 4, donne une idée du niveau de risque. En industrie, beaucoup de systèmes relèvent de la classe 4, donc avec protections collectives, carters, interverrouillages, extraction des fumées et équipements individuels adaptés. On ne met pas un tel système en place comme on installerait une lampe de bureau.
Détail des principaux types de lasers et leurs applications industrielles
Chaque famille de laser a trouvé sa place dans l’industrie en fonction de son comportement face à la matière. Certains excellent sur le métal, d’autres sur les surfaces organiques, d’autres encore sur les matériaux sensibles qui supportent mal la chaleur. Voici les usages les plus fréquents, avec leurs points forts et leurs limites.
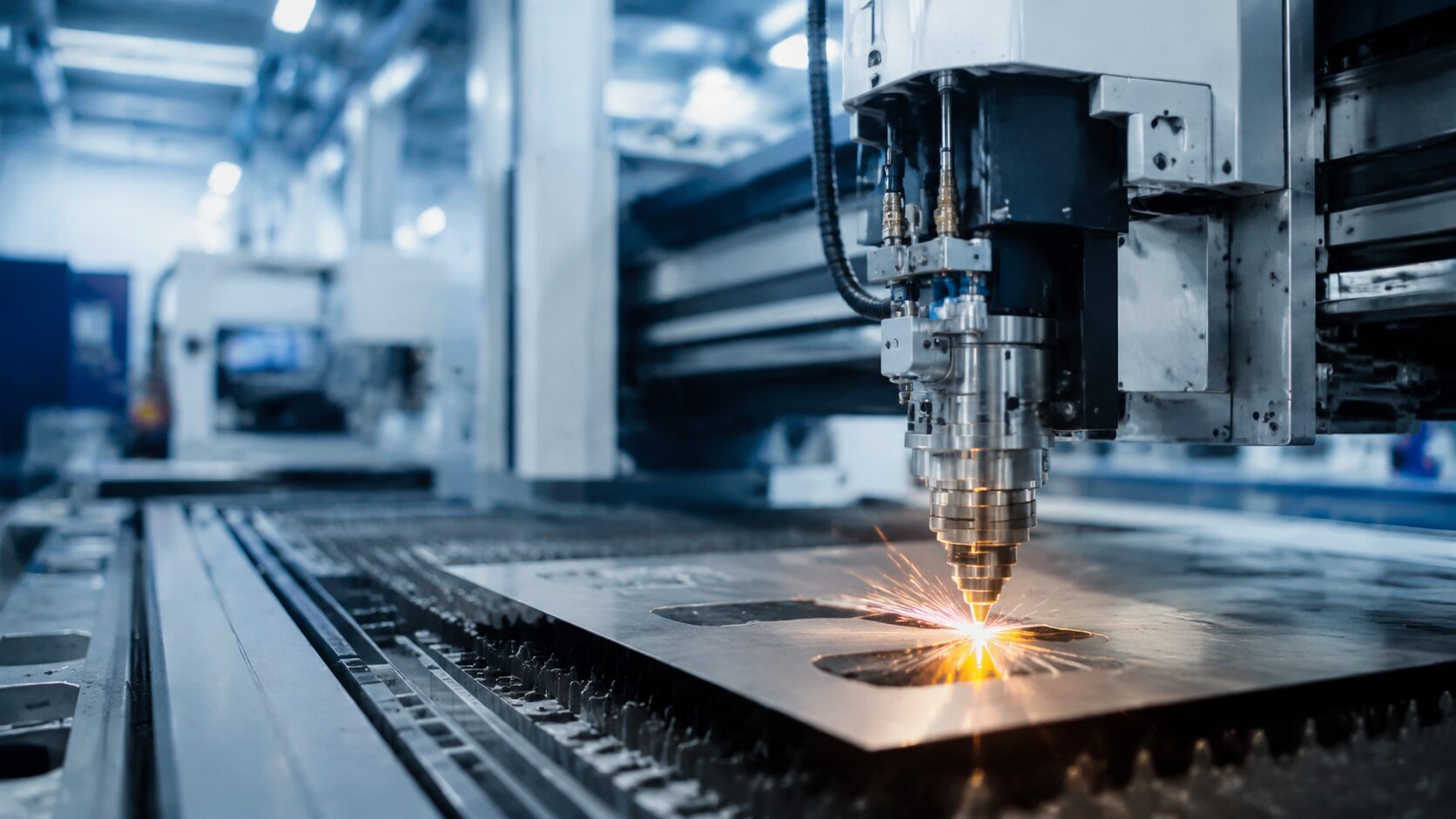
Laser à fibre, la référence pour les métaux
Le laser à fibre produit un faisceau dans l’infrarouge proche, grâce à une fibre dopée à l’ytterbium, à l’erbium ou au néodyme. Il se distingue par un haut rendement énergétique, une excellente qualité de faisceau, une machine compacte et une maintenance réduite. En atelier, cela fait souvent une vraie différence, surtout quand la disponibilité de l’installation doit rester élevée.
Il est particulièrement apprécié pour la découpe et le soudage des métaux, comme l’acier, l’inox ou l’aluminium. En marquage industriel, il permet une gravure profonde, une identification durable et la création de codes Datamatrix à grande vitesse. Les lasers fibre sont souvent associés à la classe 4, ce qui impose des protections renforcées, mais leur polyvalence en fait un choix majeur pour l’industrie lourde.
Laser Nd:YAG, un solide toujours utile
Le laser Nd:YAG est un laser à solide basé sur un cristal de grenat d’yttrium et d’aluminium dopé au néodyme. Il émet autour de 1064 nm, dans l’infrarouge, et peut délivrer de fortes impulsions. Cette capacité lui donne une bonne pénétration sur les métaux et une vraie utilité sur certains procédés de précision.
On le retrouve dans le soudage par points, le soudage de précision et certains marquages exigeants en énergie par impulsion. Il est souvent utilisé en mode pulsé. Même s’il est aujourd’hui moins fréquent que la fibre, il garde un intérêt dans des applications spécifiques où la forte énergie instantanée fait la différence.
Laser CO₂, très efficace sur les matériaux organiques
Le laser CO₂ émet autour de 10 600 nm dans l’infrarouge lointain, à partir d’un gaz de dioxyde de carbone excité. Cette longueur d’onde est très bien absorbée par les matériaux organiques, ce qui explique son large usage en découpe et en gravure de bois, cuir, papier, textiles, acrylique et certains plastiques.
Il est apprécié dans les industries graphiques, l’emballage et l’artisanat industriel pour sa polyvalence. Il peut aussi servir pour certaines opérations de soudure thermique sur des plastiques compatibles. En revanche, son efficacité sur les métaux reste limitée sans traitement de surface. Comme beaucoup de systèmes industriels performants, il est souvent en classe 4, donc à manipuler avec les protections adaptées.
Laser UV, pour les matériaux sensibles
Le laser UV travaille dans l’ultraviolet, souvent autour de 355 nm. Son énergie par photon est faible, mais son absorption en surface est très forte. Résultat, l’impact thermique reste limité, ce qui réduit les brûlures, les déformations et les bavures. Pour les matériaux fragiles, c’est un atout de taille.
Il sert beaucoup au marquage de plastiques techniques, de verres et de composants électroniques. On l’utilise aussi pour le micro-usinage de précision, les gravures très fines et les applications où il faut éviter l’échauffement, comme sur les circuits imprimés ou certains emballages sensibles. Dans ce domaine, le laser UV joue souvent les fins connaisseurs, pas les bulldozers.
Laser vert, utile sur les surfaces réfléchissantes
Le laser vert, généralement à 532 nm, provient souvent d’un Nd:YAG doublé en fréquence. Il offre une absorption intéressante sur certains métaux réfléchissants et sur des composites. C’est pourquoi il intervient lorsque la fibre ou le CO₂ ne donnent pas le rendu espéré.
On l’emploie fréquemment pour le marquage de l’aluminium poli, du cuivre, de l’or ou pour des opérations demandant une belle finesse de gravure. Il peut aussi servir sur certains alliages et pour du marquage couleur sur acier inox. Il ne remplace pas tout, mais il complète bien l’arsenal industriel.
Lasers diode, pour la personnalisation et les petites structures
Les lasers diode sont compacts, souvent de faible puissance, et émettent généralement dans l’infrarouge. Ils conviennent à des usages plus modestes, comme la personnalisation, le marquage simple ou la gravure légère sur un nombre limité de matériaux.
Ils sont appréciés dans les petites structures ou dans l’intégration sur des chaînes automatisées légères. Leur atout principal reste la simplicité d’usage et l’encombrement réduit. Pour autant, ils ne couvrent pas les besoins lourds de découpe ou de soudage industriel à fort débit.
Pour mieux visualiser les correspondances entre technologie, matériau et usage, voici un tableau récapitulatif.
| Type de laser | Matériaux adaptés | Applications fréquentes | Atout principal |
|---|---|---|---|
| Laser à fibre | Métaux, alliages, inox, aluminium | Découpe, soudage, marquage, codage | Rapidité et excellente qualité de faisceau |
| Laser Nd:YAG | Métaux | Soudage de précision, marquage pulsé | Forte énergie par impulsion |
| Laser CO₂ | Bois, cuir, papier, textiles, acrylique, plastiques | Découpe, gravure, marquage | Très bonne absorption sur les matériaux organiques |
| Laser UV | Plastiques techniques, verre, électronique | Micro-usinage, marquage fin | Faible échauffement |
| Laser vert | Métaux réfléchissants, composites | Marquage fin, gravure spécifique | Bonne absorption sur surfaces difficiles |
| Laser diode | Supports variés mais limités | Personnalisation, gravure légère | Compacité |
Correspondance type de laser, application et matériau
Le bon croisement entre laser, matériau et usage évite bien des déceptions. Pour la découpe et le soudage des métaux, la fibre et le Nd:YAG sont souvent les premières options, avec une puissance adaptée à l’épaisseur. Le mode continu peut être retenu pour la vitesse, tandis que le pulsé intervient lorsque la précision devient prioritaire.
Pour le marquage industriel, la logique change selon le support. Le métal appelle souvent le laser fibre pour obtenir une gravure solide et un codage permanent. Les plastiques sensibles sont mieux traités par le laser UV pour limiter la brûlure, alors que le laser CO₂ reste pertinent sur les plastiques compatibles, le bois, le cuir, les textiles et l’acrylique.
Le verre, l’électronique et les matériaux délicats demandent souvent du UV ou du vert. Quant au micro-usinage, il repose sur des lasers pulsés, de la nanoseconde à la femtoseconde, capables d’évaporer la matière sans trop chauffer l’environnement immédiat. C’est un terrain de jeu prisé dans l’électronique, le médical et la micro-mécanique.
Dans certains ateliers, des machines hybrides combinent plusieurs sources ou plusieurs longueurs d’onde. Cette approche permet de couvrir plusieurs applications sur une même ligne, ce qui peut simplifier l’organisation de production. Ce n’est pas magique, mais c’est souvent bien pensé.
Autres critères essentiels : puissance, cadence et sécurité
La puissance ne se choisit pas à l’instinct. Elle dépend de l’épaisseur du matériau, de sa conductivité thermique et de la vitesse de travail attendue. Une puissance trop faible ralentit la production, tandis qu’une puissance mal adaptée peut détériorer la qualité de coupe ou de marquage.
Le mode de fonctionnement compte lui aussi. Le mode CW convient aux opérations rapides de découpe et de soudage. Le mode pulsé, quant à lui, est mieux adapté à la gravure fine, au marquage ponctuel, au perçage et à la micro-découpe, car il permet un meilleur contrôle thermique. Pour faire simple, on n’attaque pas un gros chantier avec un outil de précision, et inversement.
La sécurité conditionne également l’intégration de la machine. Un laser de classe 4 exige des protections collectives, des procédures claires, une formation adaptée et des EPI spécifiques. Il faut aussi prévoir la ventilation, l’extraction des fumées, l’espace autour de la machine et les contraintes de maintenance. Ces paramètres pèsent autant que la technologie elle-même dans le coût global du projet.
Synthèse de la démarche de choix pour un projet industriel
Pour sélectionner le bon type de laser, il faut avancer par étapes. La méthode évite les erreurs de dimensionnement et les mauvaises surprises à la mise en service. Voici la logique à suivre, dans l’ordre.
- Identifier l’application principale, découpe, soudage, marquage, micro-usinage ou décapage.
- Lister les matériaux à traiter, métaux, plastiques, organiques, verre ou composites.
- Déterminer la longueur d’onde la plus efficace selon l’absorption du matériau.
- Choisir la puissance et le mode, continu ou pulsé, selon l’épaisseur, la vitesse et la sensibilité thermique.
- Intégrer la sécurité, la ventilation, la maintenance et les contraintes d’environnement de travail.
Un accompagnement par un spécialiste ou un fabricant reste vivement recommandé. Il permet de tester la compatibilité entre le laser et le matériau, de valider les réglages et de concevoir une installation cohérente avec les objectifs de production. En matière de laser industriel, un bon choix dès le départ vaut mieux qu’un correctif en urgence après coup.
En résumé, le choix du laser industriel repose sur un équilibre entre application, matériau, puissance, mode de fonctionnement et sécurité. Quand ces paramètres sont bien alignés, la production gagne en qualité, en cadence et en fiabilité.





